Parcours Durabilité
Présentation de la production écoénergétique, de la logistique durable, de la fabrication sans papier et de l’économie circulaire.
Le Parcours Durabilité de la Swiss Smart Factory a été développé en collaboration avec, et avec le soutien du Canton de Berne. Il a pour objectif d’accompagner les visiteurs dans les premières étapes de nos processus personnalisés de production de drones, tout en leur présentant les principes fondamentaux de la durabilité dans l’industrie manufacturière moderne.
Tout au long du parcours, les visiteurs découvrent différents cas d’usage couvrant l’ensemble de la chaîne de valeur. Certaines stations mettent en avant des solutions numériques, tandis que d’autres présentent des innovations matérielles ou des technologies de production avancées. Chaque station dispose d’un QR code donnant accès à cette page pour approfondir les informations.
Le Parcours Durabilité relie des flux de production réels à des technologies concrètes permettant une exploitation écoénergétique, une logistique durable, des processus sans papier et des pratiques circulaires. Toutes les stations sont pleinement opérationnelles sur notre atelier de production, offrant une visibilité directe sur les données en temps réel, les processus automatisés et la traçabilité complète des produits.
Vue d’ensemble du processus
Les années précédentes, notre processus de production reposait principalement sur un modèle linéaire. Bien que fonctionnel, ce système nécessitait la fabrication complète d’un nouveau drone à chaque cycle. Le système actuel évolue vers un modèle de production circulaire, dans lequel les produits sont réintégrés dans le cycle au lieu d’être reconstruits depuis le début.
Selon le modèle économique, un drone peut être retourné pour une maintenance régulière, une réparation ou un reconditionnement complet. Les produits retournés passent d’abord par une étape dédiée de démontage, au cours de laquelle chaque composant est séparé et évalué. Les pièces fonctionnelles sont réintégrées dans la production, tandis que les pièces endommagées sont orientées vers la valorisation matière.
Afin de fermer la boucle, un procédé de recyclage des polymères a été mis en place. Les composants plastiques endommagés sont broyés, séchés, extrudés et transformés en nouveau filament pour l’impression 3D. Ces matériaux recyclés sont utilisés directement sur site pour fabriquer de nouvelles pièces, réduisant ainsi l’impact environnemental.


1. Station de démontage
La visite débute à la station de démontage, où les drones retournés sont réintroduits dans le système circulaire. Le produit est ouvert et démonté afin que chaque composant puisse être évalué et orienté vers l’étape suivante. Une interface Low-Code développée avec FlowFuse et Side Effects guide l’opérateur pas à pas à l’aide d’un jumeau numérique du drone, garantissant le respect de la séquence de démontage et une traçabilité complète.
La station, conçue par Kanya, est équipée de dispositifs IO-Link connectés à un maître IO-Link SICK avec interface REST. Elle comprend notamment une balance à cellule de charge, un capteur de surveillance d’état, un module d’alimentation Balluff permettant une installation sans armoire électrique, un lecteur RFID pour l’identification des produits et une colonne lumineuse indiquant l’état de la station.
Deux chariots configurables équipés de systèmes d’étiquetage intelligents Bossard facilitent le tri précis des composants. Le principe utilisé est celui du placement guidé par signal lumineux, indiquant exactement où chaque pièce démontée doit être déposée. Les composants réutilisables sont dirigés vers la station de gestion des pièces, tandis que les pièces endommagées poursuivent le processus de recyclage.
2. Broyage automatisé
La deuxième station présente le broyeur automatisé, destiné à préparer les composants plastiques endommagés pour la valorisation des polymères. Le processus, auparavant manuel, est désormais entièrement automatisé.
Un robot industriel FANUC équipé d’une pince SCHUNK prélève les pièces et les alimente automatiquement dans le broyeur. Une caméra de reconnaissance des couleurs garantit une séparation correcte des matériaux afin d’assurer un recyclage de haute qualité.
L’ensemble de la cellule est monté sur une structure compacte Kanya, facilitant son déplacement ou sa reconfiguration. Le système enregistre également les quantités de matière traitées.
La programmation a été réalisée à l’aide de l’environnement d’ingénierie robotique NOVA de WANDELBOTS. La cellule est également connectée à la plateforme de simulation NVIDIA Isaac Sim, permettant la simulation et, à terme, l’apprentissage du processus.


3. Recyclage des polymères
La troisième station est dédiée au recyclage des polymères. Les granulés plastiques issus du broyage sont transformés en nouveau filament pour l’impression 3D. Les polymères récupérés, tels que le PLA ou l’ABS, sont fondus puis extrudés sous forme de filament de 1,75 mm.
Le filament est ensuite séché, refroidi et enroulé sur une bobine pouvant être utilisée directement pour la fabrication de nouvelles pièces. Le processus est surveillé en continu afin de garantir une qualité constante.
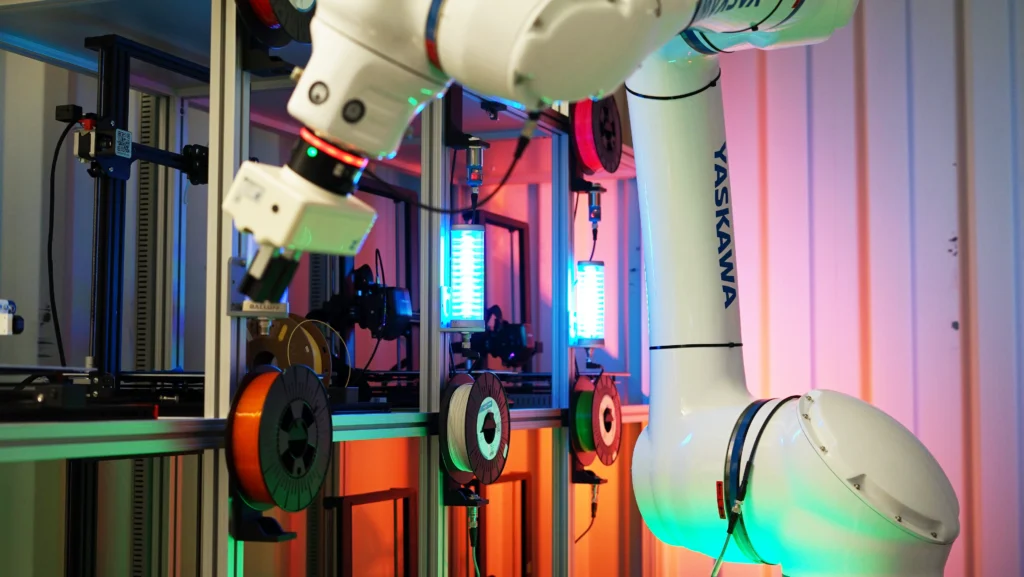
4. Fabrication des pièces
La quatrième station marque le début du cycle de fabrication. Il s’agit d’une unité de production par impression 3D de nouvelle génération installée dans un conteneur mobile.
Douze imprimantes 3D de type FDM permettent de produire des pièces en PLA, ABS et autres matériaux. L’ensemble est automatisé grâce à NOVA de WANDELBOTS et à un robot collaboratif Yaskawa HC20 équipé d’une pince Zimmer à grande course, capable de manipuler des pièces de formes variées.
Lorsqu’un ordre de fabrication est lancé par le système de pilotage de la production, les imprimantes appropriées sont sélectionnées automatiquement. Une fois l’impression terminée, le robot retire la pièce et la transmet à la station suivante.

5. Gestion des pièces
La cinquième station est consacrée à la gestion des composants réutilisables issus du démontage. Elle repose sur la solution logistique intelligente de Bossard et un système de casiers automatisés.
L’accès est géré par badge et comptes utilisateurs, avec différents niveaux d’autorisation. Des capteurs de poids intégrés détectent automatiquement les entrées et sorties de pièces, permettant un suivi en temps réel des stocks et le déclenchement automatique des réapprovisionnements.
Une application guidée et des indicateurs lumineux précis assurent une manipulation rapide et fiable, favorisant la réutilisation des composants et la réduction des déchets.
6. Marquage laser du passeport produit numérique (DPP)
La station suivante est dédiée au marquage laser des composants. Une cellule Axnum SIC grave des codes Data Matrix permanents sur les pièces en métal, circuits imprimés et matériaux issus de l’impression 3D. Un robot ABB est en cours d’intégration pour automatiser le chargement et le déchargement.
Chaque code constitue un passeport produit numérique ou digital product passport (DPP), reliant la pièce à ses données de fabrication, de qualité, de durabilité et à son historique de recyclage. Cette traçabilité fine permet de suivre chaque composant sur plusieurs cycles de vie.

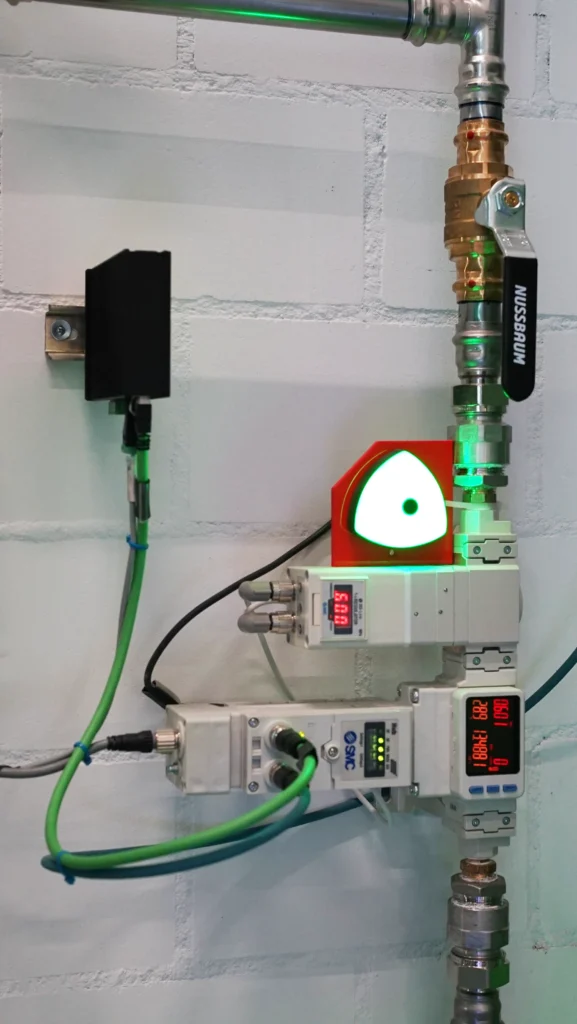
7. Système de gestion de l'air
Le système de gestion de l’air comprimé SMC régule la pression dans l’atelier. Lorsque les machines n’ont pas besoin d’air, la pression est réduite afin de limiter les pertes tout en maintenant les conditions de sécurité.
Les données sont visualisées via un tableau de bord développé avec Node-RED et traitées sur un dispositif périphérique industriel Hilscher.
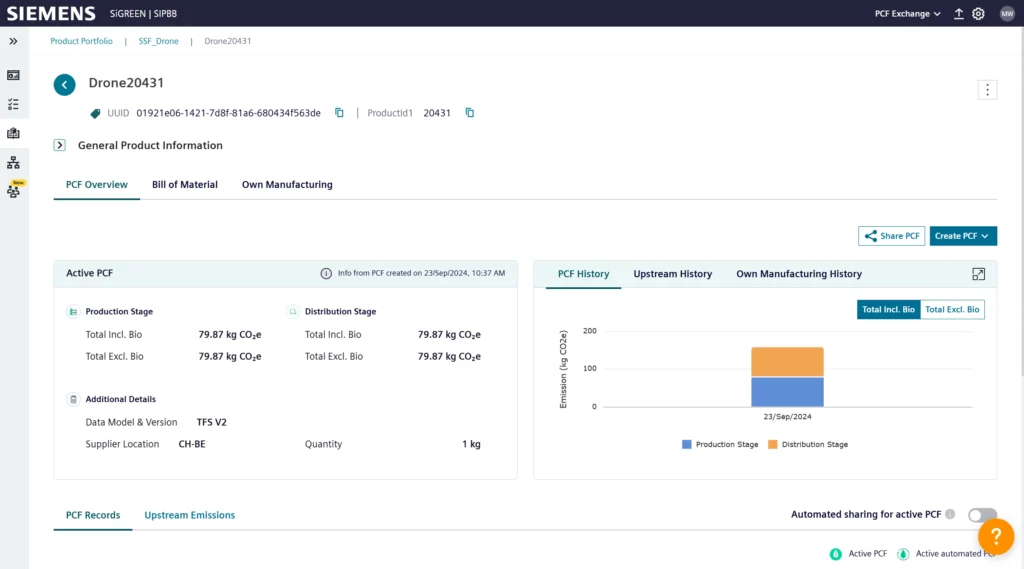
8. Gestion de l’empreinte carbone
La dernière station est consacrée à la gestion de l’empreinte carbone des produits. La plateforme Siemens SIGREEN permet de collecter, calculer et partager l’empreinte carbone de chaque produit fabriqué, y compris celle des composants achetés.
Les échanges de données sont sécurisés et standardisés, garantissant une transparence complète sur l’ensemble de la chaîne de valeur.