Sustainability Tour
Showcase of energy-efficient production, green logistics, paperless manufacturing, and circular economy.
The Swiss Smart Factory Sustainability Tour has been developed in collaboration with, and with the support of, the Canton of Bern. Its purpose is to guide visitors through the first steps of our personalized drone production processes while introducing them to the key principles of sustainability in modern manufacturing.
During the tour, guests discover a variety of use cases along the entire value chain. Some stations highlight software-driven solutions, while others showcase hardware-focused innovations or advanced production technologies. Each station features a QR code that links visitors directly to this webpage for additional information and insights.
The Sustainability Tour connects real production flows with concrete technologies designed to enable energy-efficient operations, green logistics, paperless workflows and circular practices. All stations are fully operational on our shopfloor, allowing visitors to experience live data, automated processes and end-to-end traceability in action.
Process overview
In previous years, our production process followed a mostly linear model. Even though we operated a functional demonstration system, each cycle required us to manufacture a completely new drone from scratch. With the updated system, we are moving toward a circular production model where products are brought back into the loop instead of being rebuilt from zero.
Depending on the business model, a drone may be returned for routine maintenance, necessary repairs, or complete reconditioning. Returned products first pass through a dedicated de-manufacturing stage, where they are carefully disassembled and each component is assessed. Functional parts re-enter the production flow, while damaged parts move into material recovery.
To close the loop, we added a polymer-recycling workflow. Damaged plastic components are shredded, dried, extruded, and transformed into new 3D-printing filament. These recycled materials feed directly into our 3D printers, enabling us to manufacture new components from the polymers recovered on-site. This completes the circular process and reduces environmental impact.


1. De-Manufacturing
The tour begins at the De-Manufacturing Station, where returned drones are reintroduced into the circular system. Here, the product is opened and disassembled so that each part can be evaluated and assigned to the appropriate next step.A low-code interface developed with FlowFuse and Side Effects solutions guides the operator through every action using a digital twin of the drone. This ensures that the correct disassembly sequence is followed and that all steps are documented for traceability.
The station, engineered by Kanya, is equipped with several IO-Link devices connected to a SICK IO-Link Master with a REST API. These include a load-cell weight scale, a condition-monitoring sensor, a Balluff field-power module enabling cabinet-free installation, an RFID reader for product identification, and a stack light that displays the station state.
Two configurable trolleys equipped with Bossard Smart Labels support precise part sorting. Instead of a “pick-to-light” setup, the system uses a place-to-light logic: the indicators show exactly where each removed component belongs. Reusable parts are routed to the Parts Management Station (see section 5), while damaged parts continue to the recycling process.
2. Automated Shredding
The second station of the Sustainability Tour introduces the Automated Shredder, which prepares damaged plastic components for polymer recovery. In the earlier setup, an operator manually fed each part into the shredder. This process is now fully automated.
A FANUC industrial robot equipped with a SCHUNK gripper picks parts and loads them into the shredder autonomously. A colour-recognition camera ensures that shredded materials are correctly separated by colour to support high-quality recycling.
The entire cell is mounted on a compact Kanya chassis, making it easy to move or reconfigure. The system also measures and records the quantity of material processed.
Programming was done with NOVA from WANDELBOTS, a robotic engineering environment that also powers other robots later in the tour. In addition, the cell is connected to NVIDIA Isaac Sim, enabling simulation and soon, training of the process to reduce configuration time and support rapid retooling.


3. Polymer Recycling
The third station is the Polymer Recycling Micromachine, where shredded plastic granulate is transformed into new 3D-printing filament. The machine processes polymers recovered from returned drones — for example, PLA or ABS — which are then turned into new material for the production line.
Granulate enters the extruder on the right side of the machine, where it is melted and formed into 1.75 mm filament. The filament is then dried, cooled, and wound onto a spool that can be used immediately in the next station.
Throughout the process, the system performs full condition monitoring to ensure extrusion stability and consistent filament quality.
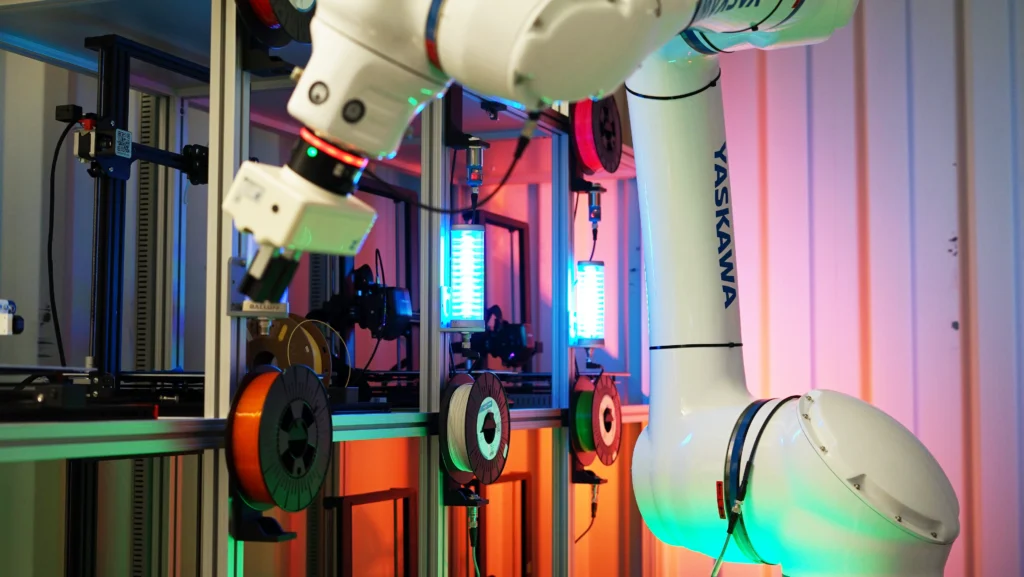
4. Part Production
The fourth station marks the beginning of the production cycle: the Production Container, a next-generation 3D-printer farm built inside a mobile container unit.
The setup includes twelve FDM printers capable of working with PLA, ABS, and other materials. The entire cell is automated using NOVA from WANDELBOTS, combined with a Yaskawa HC20 collaborative robot equipped with a large-stroke Zimmer gripper, enabling the handling of parts with diverse shapes and sizes.
When the MES (based on FlowFuse’s low code platform) triggers an order, the system automatically selects the printers with the correct material and color. Printing is monitored continuously. Once complete, the robot removes the printed part and passes it to the next station.

5. Part Management
The fifth station focuses on managing the reusable parts recovered during de-manufacturing. This is done with Bossard’s Smart Factory Logistics and a smart locker system that stores all functional components before they re-enter production.
The smart locker operates with badge access and user accounts, allowing different permission levels. Locked compartments hold high-value or sensitive parts, while open shelves provide quick access to commonly used components. Integrated weight sensors automatically detect when items are added or removed, enabling the system to track inventory in real time and automatically trigger replenishment orders when stock runs low.
A guided app supports operators in selecting the correct storage location. With Bossard Smart Labels and their “pixel-light” function, the system highlights the exact box for placing or retrieving parts—ensuring fast, accurate handling and a smooth circular workflow that maximizes reuse and minimizes waste.
6. Digital Product Passport (DPP) Laser Engraving
In the final station, an Axnum SIC green-laser marking cell engraves permanent Data Matrix codes on a wide range of drone components. The laser wavelength is suitable for PCBs, anodized and raw aluminum, as well as PLA, ABS, and PA 3D-printed materials. The system is currently operated manually, but an ABB robot, programmed with AICA Studio to align with the engineering approach used in other cells, is being added to automate loading and unloading.
Each Data Matrix code acts as a durable Digital Product Passport that links every part to its manufacturing parameters, quality data, sustainability metrics, and recycling history. This part-level traceability makes it possible to follow each individual component across multiple lifecycles and understand which parts were reused, refurbished, remanufactured, or recycled. By assigning every piece a unique and permanent identity, the system strengthens transparency throughout the circular process and supports future applications in maintenance, digital twins, and sustainable manufacturing.

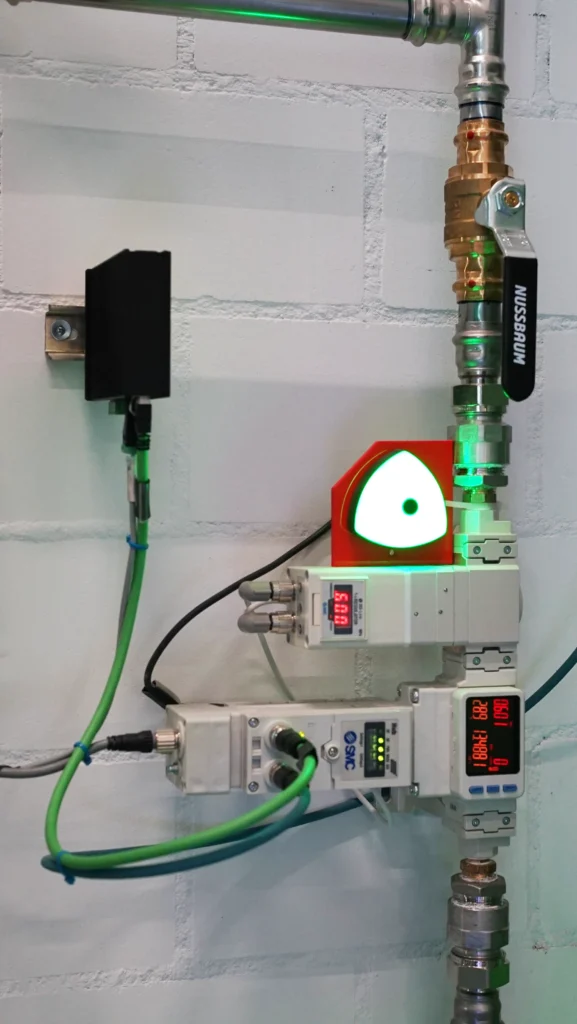
7. Air Management System
The SMC air management system controls the compressed air pressure level in the hall. When machines do not require air, the pressure is reduced from 6 bar to around 2 bar, significantly lowering leakage losses while still ensuring the minimum standby pressure needed to keep pneumatic brakes, clamps, axis locks, and seals in safe positions. For suitable machines, the air supply can optionally be shut off completely.
Data from the controller and sensors is visualized through a low-code Node-RED dashboard and forwarded to other monitoring tools. Node-RED runs as a Docker application on a managed Hilscher compact Edge-Device.
The demonstrator shows how simple retrofits can make compressed air consumption safer, more efficient, and fully transparent — reducing energy waste while maintaining reliable machine operation.
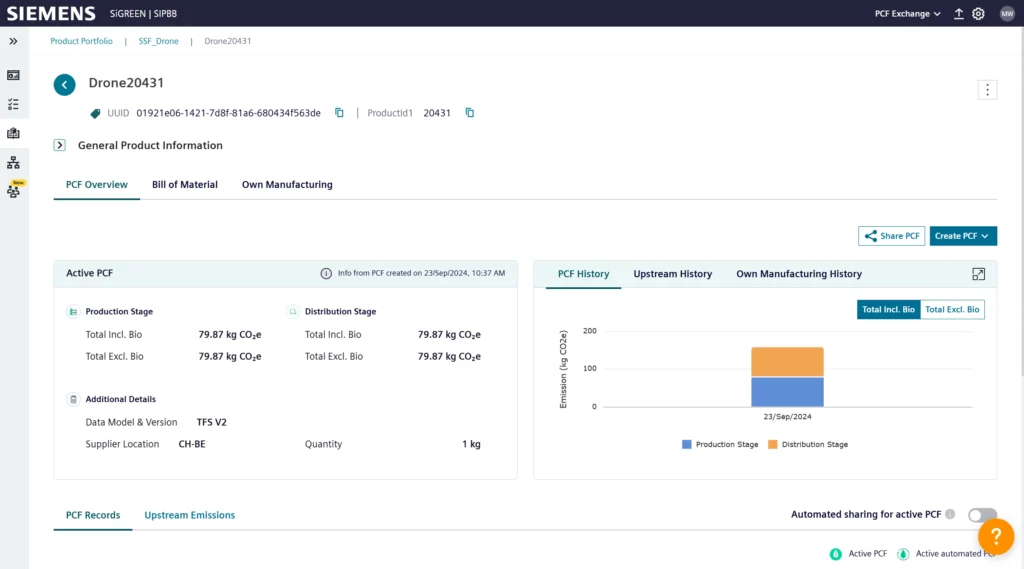
8. Carbon Footprint Management
The next step in the tour is a software-oriented station that focuses on Product Carbon Footprint (PCF) Management. We use the Siemens SIGREEN platform to collect, calculate, and share the carbon footprint of each product we manufacture. This includes emissions generated within our own factory as well as the footprint of the purchased components supplied to us.
The system connects through APIs and uses blockchain technology to secure all data exchanges and ensure that information is shared in a standardized and trustworthy format. This creates a reliable flow of environmental data across the entire value chain.
SIGREEN helps companies gather verified emissions data directly from their suppliers and enables them to share accurate and comparable information with downstream customers — whether they use the product themselves or integrate it into their own manufacturing systems.
Here, we track the product-level CO₂ footprints across the entire value chain using the SIGREEN solution. Visitors can see how product balances are created and exchanged to enable transparent and comparable PCF data.

9. Paperless workorder
Reducing paper on the shop floor is a key step toward more sustainable and efficient manufacturing. The paperless workorder station demonstrates how digital work instructions can replace printed documents while improving transparency, accuracy, and speed in daily operations.
This use case combines Bossard SmartLabel with the Phoenix Mecano electronic E-Paper Tag to display workorder information directly where it is needed. Using low-power e-paper technology, relevant data such as order status, part numbers, and next process steps are shown in real time and updated digitally.
By eliminating printed workorders, information always stays current, errors are reduced, and material waste is avoided. The paperless workorder solution illustrates how smart digital labels support a connected, efficient, and more sustainable production environment.